Produkcja • SMED • Przezbrojenia • Przestoje • 2026
SMED w produkcji: jak skrócić przezbrojenia bez dokładania chaosu
Plan mówi 20 minut. Hala pokazuje 47. I bardzo często problemem nie jest sama zmiana formy, ale wszystko, co dzieje się przed nią, wokół niej i zaraz po uruchomieniu pierwszych sztuk.
SMED to metoda skracania przezbrojeń poprzez oddzielenie czynności wykonywanych podczas postoju maszyny od tych, które można przygotować wcześniej. W praktyce pomaga ograniczyć oczekiwanie, chaos, błędy i niepotrzebne przestoje podczas zmian produkcyjnych.
SMED, czyli Single-Minute Exchange of Die, to podejście do organizacji przezbrojeń, którego celem jest skrócenie czasu zatrzymania maszyny. Nie chodzi o to, żeby operatorzy pracowali szybciej za wszelką cenę, ale o to, żeby proces był lepiej przygotowany, widoczny i przewidywalny.
- dlaczego przezbrojenia trwają dłużej niż plan zakłada,
- gdzie naprawdę znika czas podczas zmiany serii,
- jak wygląda SMED krok po kroku,
- dlaczego sama lista zadań nie wystarcza,
- jak Andon, instrukcje cyfrowe, CMMS i kompetencje zespołu wspierają SMED.
Na papierze przezbrojenie często wygląda bardzo prosto.
Zatrzymać maszynę. Zmienić narzędzie. Ustawić parametry. Sprawdzić pierwszą sztukę. Ruszyć dalej.
W rzeczywistości hala rzadko działa tak liniowo.
Ktoś szuka narzędzi. Ktoś czeka na jakość. Ktoś nie wie, czy materiał jest gotowy. Utrzymanie ruchu dowiaduje się o problemie za późno. Pierwsze sztuki wymagają dodatkowych korekt.
SMED nie polega na poganianiu ludzi. Polega na usuwaniu przeszkód, które niepotrzebnie wydłużają zatrzymanie maszyny.
Dlaczego przezbrojenia trwają dłużej niż plan zakłada?
Najczęściej dlatego, że plan opisuje idealny przebieg zmiany. A rzeczywisty proces zawiera elementy, których nikt nie wpisał do harmonogramu.
Najwięcej czasu znika zwykle w kilku miejscach:
Dlatego przezbrojenie nie powinno być analizowane tylko od momentu zatrzymania maszyny. Trzeba zobaczyć cały proces: przygotowanie, zmianę, uruchomienie i stabilizację produkcji.
- dłuższe przezbrojenia → mniej dostępnego czasu produkcji,
- brak przygotowania → więcej przestojów organizacyjnych,
- opóźniona reakcja → dłuższy czas zatrzymania,
- błędy po starcie → odpady, poprawki i utrata tempa.
Straty z przezbrojeń rzadko wyglądają spektakularnie w jednym raporcie. Ale powtarzane codziennie potrafią zabrać ogromną część dostępności maszyn.
SMED krok po kroku
1. Zobacz rzeczywisty proces
Pierwszy krok to obserwacja prawdziwego przezbrojenia. Nie procedury. Nie deklaracji. Nie tego, jak proces „powinien wyglądać”.
Trzeba zobaczyć, kto co robi, kiedy czeka, gdzie szuka informacji i w którym momencie pojawia się pierwsze opóźnienie.
2. Oddziel działania wewnętrzne i zewnętrzne
Działania wewnętrzne to te, które można wykonać dopiero po zatrzymaniu maszyny. Działania zewnętrzne można przygotować wcześniej, kiedy maszyna nadal pracuje.
To właśnie tutaj wiele firm odzyskuje najwięcej czasu. Nie przez szybszą pracę, ale przez lepsze przygotowanie.
3. Uporządkuj role, instrukcje i kompetencje
Przezbrojenie powinno mieć jasną sekwencję. Każdy powinien wiedzieć, co robi, kiedy i po czym poznaje, że etap jest zakończony.
Dlatego coraz więcej zakładów wykorzystuje cyfrowe instrukcje stanowiskowe dla produkcji , checklisty i potwierdzenia wykonania kroków, które pomagają ograniczyć błędy podczas zmiany serii.
Równie ważne jest to, czy na zmianie są osoby z odpowiednimi uprawnieniami i doświadczeniem. W tym obszarze pomaga system zarządzania kompetencjami pracowników produkcji , który pokazuje, kto może bezpiecznie i skutecznie wykonać konkretne zadanie.
4. Skróć czas reakcji na problemy
Nawet dobrze opisany proces nie zadziała, jeśli problem podczas przezbrojenia zostanie zauważony zbyt późno przez osoby, które mogą go rozwiązać.
W wielu firmach największa strata nie wynika z samej czynności technicznej, ale z czasu między pojawieniem się problemu a pierwszą skuteczną reakcją.
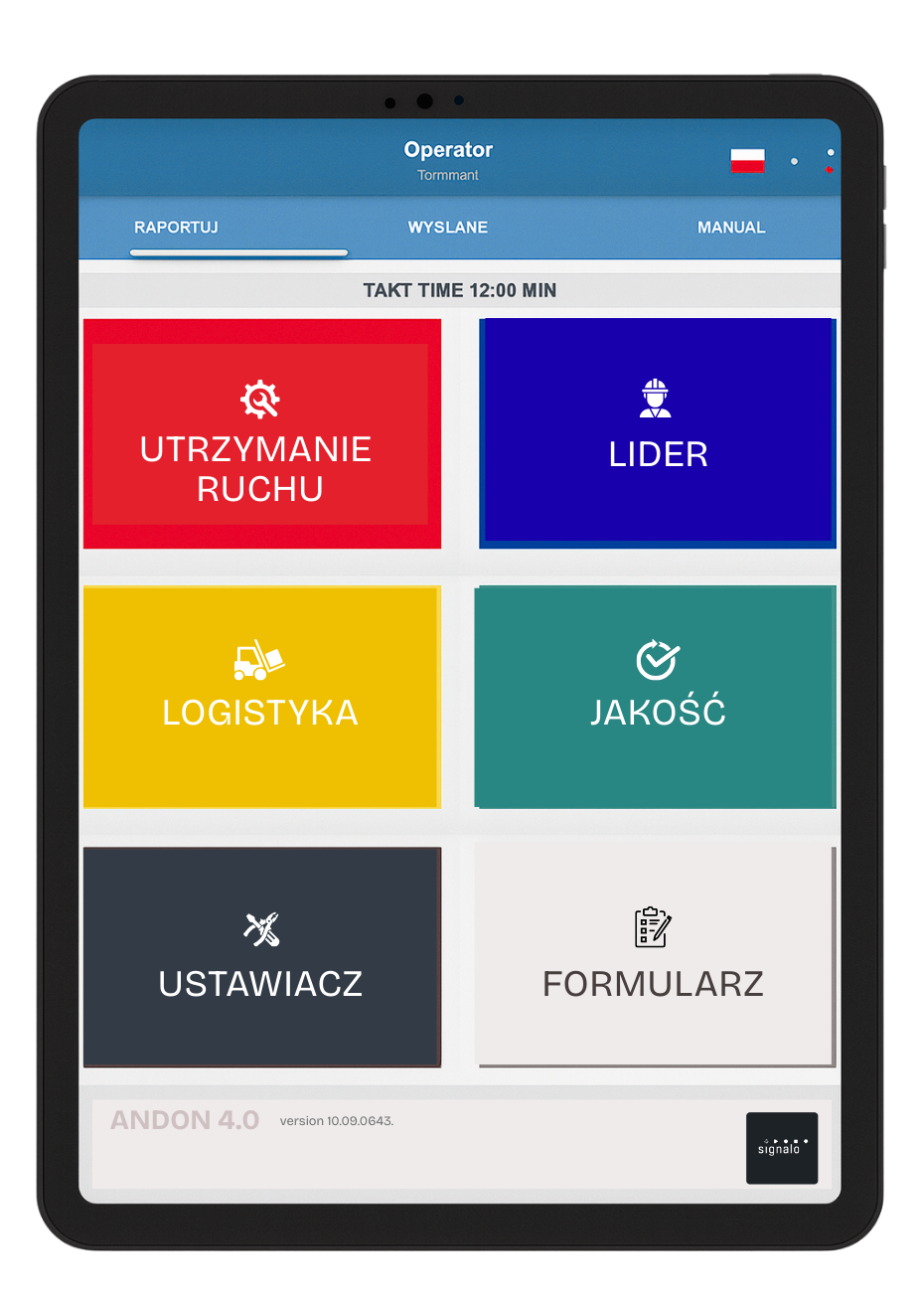
Jak system Andon wspiera SMED?
Podczas przezbrojeń problem często jest widoczny na stanowisku od razu. Ale reszta zakładu dowiaduje się o nim dopiero po kilku lub kilkunastu minutach.
Właśnie dlatego SMED dobrze łączy się z rozwiązaniami typu system Andon do szybkiego zgłaszania problemów na produkcji . Operator może natychmiast zgłosić brak materiału, problem jakościowy, oczekiwanie na utrzymanie ruchu albo blokadę startu produkcji.
Efekt jest prosty: problem szybciej trafia do właściwej osoby, a przezbrojenie nie „rozjeżdża się” względem planu bez niczyjej wiedzy.
Technologie wspierające SMED
SMED nie wymaga skomplikowanej cyfryzacji całej fabryki. Najlepiej działa wtedy, gdy technologia wspiera konkretne problemy: widoczność, standaryzację, przygotowanie i reakcję.
Największe korzyści z dobrze wdrożonego SMED
Dobrze wdrożony SMED nie daje tylko krótszego czasu przezbrojenia. Daje większą przewidywalność produkcji.
Zespół wie, co ma zrobić. Lider widzi, gdzie pojawił się problem. Utrzymanie ruchu i jakość reagują szybciej. A maszyna wraca do stabilnej pracy bez niepotrzebnego oczekiwania.
Łączą organizację pracy, widoczność problemów, komunikację między działami, kompetencje zespołu i dane z hali w czasie rzeczywistym.
Bezpłatna konsultacja dla produkcji
Twój plan przezbrojenia mówi 20 minut, ale hala pokazuje 47?
W Signalo pomagamy sprawdzić, gdzie naprawdę znika czas: przed startem przezbrojenia, podczas oczekiwania na reakcję albo po uruchomieniu pierwszych sztuk. Zaczynamy od jednego procesu i pokazujemy, co można usprawnić bez wielomiesięcznego projektu.
Umów bezpłatną konsultacjęPowiązane rozwiązania: system Andon do zgłaszania problemów na produkcji · cyfrowe instrukcje stanowiskowe · system CMMS dla utrzymania ruchu · system zarządzania kompetencjami pracowników produkcji